您现在的位置是:论文诗词网 > 成语词典 > 动植物百科 >
啤酒
2021-08-21 00:02动植物百科 人已围观
简介[拼音]:pijiu [外文]:beer 以大麦芽、酒花、水为主要原料,经酵母发酵作用酿制而成的饱含二氧化碳的低酒精度酒。现在国际上的啤酒大部分均添加辅助原料。有的国家规定辅助原料的...
[拼音]:pijiu
[外文]:beer
以大麦芽、酒花、水为主要原料,经酵母发酵作用酿制而成的饱含二氧化碳的低酒精度酒。现在国际上的啤酒大部分均添加辅助原料。有的国家规定辅助原料的用量总计不超过麦芽用量的50%。但在德国,除制造出口啤酒外,国内销售啤酒一概不使用辅助原料。国际上常用的辅助原料为:玉米、 大米、 大麦、小麦、淀粉、糖浆和糖类物质等。根据所采用的酵母和工艺,国际上啤酒分下面发酵啤酒和上面发酵啤酒两大类。啤酒具有独特的苦味和香味,营养成分丰富,含有各种人体所需的氨基酸及多量维生素如维生素B1、B2、B6,烟酸,泛酸以及矿物质等。
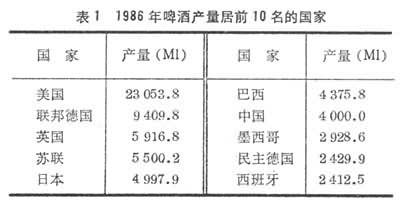
发展简况 世界啤酒业的发展啤酒的起源与谷物的起源密切相关。人类使用谷物制造酒类饮料已有8000多年的历史。已知最古老的酒类文献,是公元前6000年左右巴比伦人用粘土板雕刻的献祭用啤酒制作法。公元前4000年美索不达米亚地区已有用大麦、小麦、蜂蜜制作的16种啤酒。公元前3000年起开始使用苦味剂。公元前18世纪,古巴比伦国王汉穆拉比(Hammurapi?~公元前1750)颁布的法典中,已有关于啤酒的详细记载。公元前1300年左右,埃及的啤酒作为国家管理下的优秀产业得到高度发展。拿破仑的埃及远征军在埃及发现的罗塞塔石碑上的象形文字表明,在公元前196年左右当地已盛行啤酒酒宴。苦味剂虽早已使用,但首次明确使用酒花作为苦味剂是在公元 768年。啤酒的酿造技术是由埃及通过希腊传到西欧的。公元1~2世纪,古罗马政治家普利尼(公元62~113)曾提到过啤酒的生产方法,其中包括酒花的使用。中世纪以前,啤酒多由妇女在家庭酿制。到中世纪,啤酒的酿造已由家庭生产转向修道院、乡村的作坊生产,并成为修道院生活的一个重要内容。修道院的主要饮食是面包和啤酒。中世纪的修道院,改进了啤酒酿造技术,与此同时啤酒的贸易关系也建立并掌握在牧师手中。中世纪,在欧洲可用啤酒来向教会交纳什一税、进行交易和向政府缴税。在中世纪的德国,啤酒的酿造业主结成了坚强的同业公会。使用啤酒花作苦味剂的德国啤酒也已输往国外,不来梅、汉堡等城市均因此而繁荣起来。17~18世纪,德国啤酒盛行,一度使葡萄酒不景气。19世纪初,英国的啤酒生产大规模工业化,年产量达20Ml。19世纪中叶,德国巴伐利亚洲开始出现下面发酵法,酿出的啤酒由于风味好,逐渐在全国流行。目前在德国,92%的啤酒是下面发酵法生产的。德国在19世纪颁布法令,严格规定碑酒的原料以保持啤酒的纯度,而且由于实行下面发酵法和进行有规律的酵母纯粹培养,从而提高了啤酒的质量,成为近代慕尼黑啤酒享有盛誉的基础。在美洲新大陆,17世纪初由荷兰、英国的新教徒带入啤酒技术,1637年在马萨诸塞建立了最初的啤酒工厂。不久,啤酒作为近代工业迅速发展,使美国成为超过德国的啤酒生产国。19世纪,酿造学家相继阐明有关酿造技术。1857年,L.巴斯德确立生物发酵学说;1845年,C.J.巴林阐明发酵度理论;1881年,E.汉森发明了酵母纯粹培养法,使啤酒酿造科学得到飞跃的进步,由神秘化、经验主义走向科学化。蒸汽机的应用,1874年林德冷冻机的发明,使啤酒的工业化大生产成为现实。目前全世界啤酒年产量已居各种酒类之首,已突破100000Ml。1986年全世界生产啤酒101588.7Ml。产量位于前10名的国家见表1。
 中国啤酒业的发展
中国啤酒业的发展
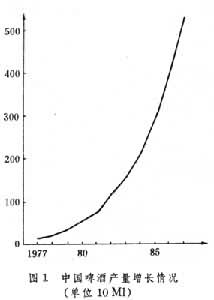
19世纪末,啤酒输入中国。1900年俄国人在哈尔滨市首先建立了乌卢布列希夫斯基啤酒厂;1901年俄国人和德国人联合建立了哈盖迈耶尔-柳切尔曼啤酒厂;1903年捷克人在哈尔滨建立了东巴伐利亚啤酒厂;1903年德国人和英国人合营在青岛建立了英德啤酒公司(青岛啤酒厂前身);1905年德国人在哈尔滨建立了梭忌怒啤酒厂。此后,不少外国人在东北和天津、上海、北京等地建厂,如东方啤酒厂建于1907年,谷罗里亚啤酒厂建于1908年,上海斯堪的纳维亚啤酒厂(上海啤酒厂前身)建于1920年,哈尔滨啤酒厂建于1932年,上海怡和啤酒厂(华光啤酒厂前身)建于1934年,沈阳啤酒厂建于1935年,亚细亚啤酒厂建于1936年,北京啤酒厂建于1941年等。这些酒厂分别由俄、德、波、日等国商人经营。中国人最早自建的啤酒厂是1904年在哈尔滨建立的东北三省啤酒厂,其次是1914年建立的五洲啤酒汽水厂(哈尔滨),1915年建立的北京双合盛啤酒厂,1920年建立的山东烟台醴泉啤酒厂(烟台啤酒厂前身),1935年建立的广州五羊啤酒厂(广州啤酒厂前身)。当时中国的啤酒业发展缓慢,分布不广,产量不大。生产技术掌握在外国人手中,生产原料麦芽和酒花都依靠进口。1949年以前,全国啤酒厂不到十家,总产量不足万吨。1949年后,中国啤酒工业发展较快,并逐步摆脱了原料依赖进口的落后状态。1979年产量达到510Ml,1986年产量达到4000Ml。中国的啤酒于1954年开始进入国际市场,当时出口仅0.3Ml,到1980年已猛增到26Ml(图1)。
 啤酒原料
啤酒原料
啤酒的原料为大麦、酿造用水、酒花、酵母以及淀粉质辅助原料(玉米、大米、大麦、小麦等)和糖类辅助原料等。
大麦适于啤酒酿造用的大麦为二棱或六棱大麦。二棱大麦的浸出率高,溶解度较好;六棱大麦的农业单产较高,酶活力强,但浸出率较低,麦芽溶解度不太稳定。啤酒用大麦的品质要求为:
(1)壳皮成分少,淀粉含量高,蛋白质含量适中(9~12%);
(2)淡黄色,有光泽;
(3)水分含量低于13%;
(4)发芽率在95%以上。
酿造用水通常,软水适于酿造淡色啤酒,碳酸盐含量高的硬水适于酿制浓色啤酒。淡色啤酒用水要求为:
(1)无色,无臭,透明,无浮游物,味纯正,无生物污染;
(2)硬度低;
(3)铁、锰含量低(含量高对啤酒的色、味有害,而且能引起喷涌现象);
(4)不含亚硝酸盐。
酒花又称啤酒花。使啤酒具有独特的苦味和香气并有防腐和澄清麦芽汁的能力。酒花始用于德国,学名为蛇麻,为大麻科葎草属多年生蔓性草本植物,雌雄异株,酿造所用均为雌花。中国人工栽培酒花的历史已有半个世纪,始于东北,目前在新疆、甘肃、内蒙、黑龙江、辽宁等地都建立了较大的酒花原料基地。成熟的新鲜酒花经干燥压榨,以整酒花使用,或粉碎压制颗粒后密封包装,也可制成酒花浸膏,然后在低温仓库中保存。其有效成分为酒花树脂和酒花油。每Kl啤酒的酒花用量约为1.4~2.4kg。
酵母酵母是用以进行啤酒发酵的微生物。啤酒酵母又分上面发酵酵母和下面发酵酵母。啤酒工厂为了确保酵母的纯度,进行以单细胞培养法为起点的纯粹培养。为了避免野生酵母和细菌的污染,必须严格啤酒工厂的清洗灭菌工作。
玉米玉米淀粉的性质与大麦淀粉大致相同。但玉米胚芽含油质较多,影响啤酒的泡持性和风味。除去胚芽,就能除去大部分的玉米油。脱胚玉米的脂肪含量不应超过 1%。以玉米为辅助原料酿造的啤酒,口味醇厚。玉米为国际上用量最多的辅助原料。
大米淀粉含量高,浸出率也高,含油质较少。但大米淀粉的糊化温度比玉米高。以大米为辅助原料酿造的啤酒色泽浅,口味清爽。大米是中国用量最多的辅助原料。
糖类大都在产糖地区应用,一般使用量为原料的10~20%。添加的种类主要有蔗糖、葡萄糖、转化糖、糖浆等。
小麦德国的白啤酒以小麦芽为主原料,比利时的兰比克啤酒是用大麦芽配以小麦为辅料酿造具有地方特色的上面发酵啤酒。小麦品种有硬质小麦和软质小麦,啤酒工业宜采用软质小麦。
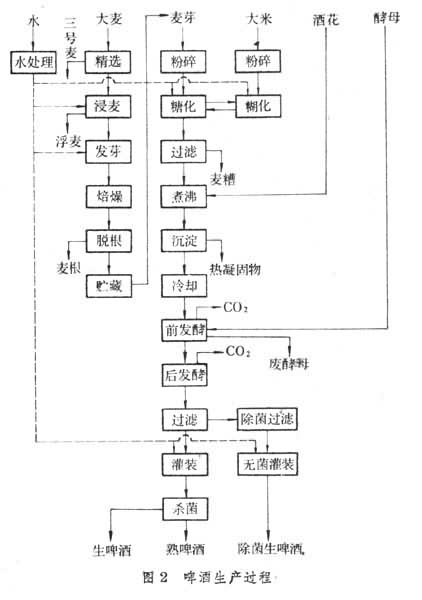
啤酒生产啤酒生产大致可分为麦芽制造、啤酒酿造、啤酒灌装3个主要过程(图2)。
 麦芽制造
麦芽制造
有以下6道工序。
(1)大麦贮存:刚收获的大麦有休眠期,发芽力低,要进行贮存后熟。
(2)大麦精选:用风力、筛机除去杂物,按麦粒大小筛分成一级、二级、三级。
(3)浸麦:在浸麦槽中用水浸泡2~3日,同时进行洗净,除去浮麦,使大麦的水分(浸麦度)达到42~48%。
(4)发芽:浸水后的大麦在控温通风条件下进行发芽,形成各种酶,使麦粒内容物质进行溶解。发芽适宜温度为13~18℃,发芽周期为4~6日,根芽的伸长为粒长的1~1.5倍。长成的湿麦芽称绿麦芽。
(5)焙燥:目的是降低水分,终止绿麦芽的生长和酶的分解作用,以便长期贮存;使麦芽形成赋予啤酒色、香、味的物质;易于除去根芽,焙燥后的麦芽水分为3~5%。
(6)贮存:焙燥后的麦芽,在除去麦根,精选,冷却之后放入混凝土或金属贮仓中贮存。
啤酒酿造有以下5道工序。主要是糖化、发酵、贮酒后熟3个过程。
(1)原料粉碎:将麦芽、大米分别由粉碎机粉碎至适于糖化操作的粉碎度。
(2)糖化:将粉碎的麦芽和淀粉质辅料用温水分别在糊化锅、糖化锅中混合,调节温度。糖化锅先维持在适于蛋白质分解酶作用的温度(45~52℃)(蛋白休止)。将糊化锅中液化完全的醪液兑入糖化锅后,维持在适于糖化酶(β-淀粉酶和α-淀粉酶)作用的温度(62~70℃)(糖化休止),以制造麦醪。麦醪温度的上升方法有浸出法和煮出法两种。蛋白、糖化休止时间及温度上升方法,根据啤酒的性质、使用的原料、设备等决定用过滤槽或过滤机滤出麦汁后,在煮沸锅中煮沸,添加酒花,调整成适当的麦汁浓度后,进入回旋沉淀槽中分离出热凝固物,澄清的麦汁进入冷却器中冷却到5~8℃。
(3)发酵:冷却后的麦汁添加酵母送入发酵池或圆柱锥底发酵罐中进行发酵,用蛇管或夹套冷却并控制温度。进行下面发酵时,最高温度控制在8~13℃,发酵过程分为起泡期、高泡期、低泡期,一般发酵5~10日。发酵成的啤酒称为嫩啤酒,苦味强,口味粗糙,CO2含量低,不宜饮用。
(4)后酵:为了使嫩啤酒后熟,将其送入贮酒罐中或继续在圆柱锥底发酵罐中冷却至0℃左右,调节罐内压力,使CO2溶入啤酒中。贮酒期需1~2月,在此期间残存的酵母、冷凝固物等逐渐沉淀,啤酒逐渐澄清,CO2在酒内饱和,口味醇和,适于饮用。
(5)过滤:为了使啤酒澄清透明成为商品,啤酒在-1℃下进行澄清过滤。对过滤的要求为:过滤能力大、质量好,酒和CO2的损失少,不影响酒的风味。过滤方式有硅藻土过滤、纸板过滤、微孔薄膜过滤等。
啤酒灌装灌装是啤酒生产的最后一道工序,对保持啤酒的质量,赋予啤酒的商品外观形象有直接影响。灌装后的啤酒应符合卫生标准,尽量减少CO2损失和减少封入容器内的空气含量。
(1)桶装:桶的材质为铝或不锈钢,容量为15、20、25、30、50l。其中30l为常用规格。桶装啤酒一般是未经巴氏杀菌的鲜啤酒。鲜啤酒口味好,成本低,但保存期不长,适于当地销售。
(2)瓶装:为了保持啤酒质量,减少紫外线的影响,一般采用棕色或深绿色的玻璃瓶。空瓶经浸瓶槽(碱液2~5%,40~70℃)浸泡,然后通过洗瓶机洗净,再经灌装机灌入啤酒,压盖机压上瓶盖。经杀菌机巴氏杀菌后,检查合格即可装箱出厂。
(3)罐装:罐装啤酒于1935年起始于美国。第二次世界大战中因军需而发展很快。战后经一系列技术改造,需要量逐步上升。1966年,美国的瓶装与罐装之比已为52:46。罐体材料为铝或铜。罐装啤酒体轻,运输携带和开启饮用方便,因此很受消费者欢迎,发展很快。
(4)PET(聚对苯二甲酸乙二酯)塑料瓶装:自1980年后投放市场,数量逐年增加。其优点为高度透明,重量轻,启封后可再次密封,价格合理。主要缺点为保气性差,在存放过程中,CO2逐渐减少。增添涂层能改善保气性,但贮存时间也不能太长。PET瓶不能预先抽空或巴氏杀菌,需采用特殊的灌装程序,以避免摄入空气和污染杂菌。
啤酒生产新技术主要有7种。
(1)浓醪发酵:1967年开始应用于生产。是采用高浓度麦汁进行发酵,然后再稀释成规定浓度成品啤酒的方法。它可在不增加或少增加生产设备的条件下提高产量。原麦汁浓度一般为16°P左右。
(2)快速发酵:通过控制发酵条件,在保持原有风味的基础上,缩短发酵周期,提高设备利用率,增加产量。快速发酵法工艺控制条件为:在发酵过程某阶段提高温度;增加酵母接种量;进行搅拌。
(3)连续发酵:1906年已有啤酒连续发酵的方案,但直到1967年才得到工业化的应用。主要应用国家有新西兰、英国等。由于菌种易变异和杂菌的污染以及啤酒的风味等问题,使啤酒连续发酵工艺的推广受到限制。
(4)固定化酵母生产啤酒的研究:70年代开始研究,目的在于大幅度缩短发酵周期。实质上是为了克服菌种变异、杂菌污染问题,而且是更为快速的连续发酵工艺。已取得的成果为:前发酵由传统法的5~10日缩短为1日,可连续稳定运行3个月。
(5)圆柱圆锥露天发酵罐:1966年起开始应用于生产。其主要优点为:可缩短发酵周期,节约投资,回收CO2和酵母简便,有利于实现自动控制。目前单罐容积在600Kl的已很普遍,材质一般为不锈钢。
(6)纯生啤酒的开发:随着除菌过滤、无菌包装技术的成功,自70年代开始开发了不经巴氏杀菌而能长期保存的纯生啤酒。由于口味好,很受消费者欢迎。目前有的国家纯生啤酒已占整个啤酒产量的50%。
(7)低醇、无醇啤酒的开发:为汽车司机、妇女、儿童和老年人饮用的一种清凉饮料。它的特点是酒精含量低。无醇啤酒酒精含量一般在0.5~1%,泡沫丰富,口味淡爽,有较好的酒花香味,保持了啤酒的特色。
啤酒类型啤酒有多种分类方法。
以发酵方式分分为上面发酵啤酒和下面发酵啤酒。中国以及大多数国家均采用下面发酵法生产啤酒。
(1)上面发酵啤酒:在较高的温度下(15~20℃)进行发酵,起发快。发酵后期大部分酵母浮在液面,发酵期4~6天。生产周期短,设备周转快,啤酒有独特风味,但保存期较短。著名的上面发酵啤酒有爱尔淡色啤酒、司陶特黑啤酒、波特黑啤酒等。
(2)下面发酵啤酒:主发酵温度低(不超过13℃),发酵过程缓慢(发酵期 5~10天)。由于使用下面发酵酵母,在主发酵后期,大部分酵母沉降于容器底部。下面发酵的后发酵期较长,酒液澄清良好,泡味细腻,风味好,保存期长。著名的下面发酵啤酒有比尔森淡色啤酒、多特蒙德淡色啤酒、慕尼黑黑啤酒等。
以色泽分分为3种。
(1)淡色啤酒:色泽金黄,口味淡爽,酒花香味突出。
(2)浓色啤酒:色泽红棕,口味醇厚,苦味较轻,麦芽香味浓。
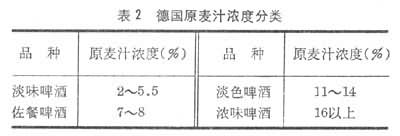
(3)黑啤酒:深红棕乃至黑褐色,原麦汁浓度高、口味醇厚,麦芽香味突出。根据德国酒税法规定,啤酒品种由原麦汁浓度(发酵前麦汁浓度,啤酒的酒精含量大致与此成比例)来区分(表2)。此外,税率是根据年产量和啤酒品种而采用累进税率。
 著名啤酒
著名啤酒
主要有以下几种。
比尔森啤酒产于捷克斯洛伐克的比尔森。当地水质好、硬度很低,酒花的香味极好。采用优质二棱大麦,以下面发酵法生产。特点为色泽浅黄,泡沫好,酒花香味浓,苦味重而不长,口味醇爽,是具有代表性的淡色啤酒。
多特蒙德啤酒产于德国的多特蒙德。当地水质极硬。采用下面发酵法生产。特点为色泽浅,苦味轻,口味醇和爽口,是德国具有特性的淡色啤酒。
慕尼黑啤酒产于德国慕尼黑。当地水质硬度适中。采用深色麦芽,以下面发酵法生产。特点是色泽深,有浓郁的焦麦芽香味,苦味轻,口味浓醇而甜,是具有代表性的黑啤酒。
爱尔啤酒产于英国。水质极硬。采用上面发酵法生产。有淡色和浓色之分。淡色爱尔啤酒色泽浅,苦味重,富有酒花香味,口味淡爽;浓色爱尔啤酒色泽深,麦芽香味浓,口味略甜而醇厚。
司陶特黑啤酒产于英国。采用浅色麦芽及7~10%的焦麦芽,以上面发酵法生产。色泽深褐,酒花苦味重,有明显的焦香麦芽味,口味甜而醇,酒精度含量高,泡沫好。
青岛啤酒产于中国青岛。当地水质好,硬度低。青岛啤酒色泽浅,有清新的酒花香味,苦味适中,口味醇和,清爽适口,独具风格。
中国的优质啤酒还有北京啤酒厂的丰收牌特制北京啤酒(1988年获得巴黎第13届国际食品博览会金奖),上海啤酒厂的天鹅牌12度特制上海啤酒,杭州啤酒厂的西湖牌特制西湖啤酒,上海华光啤酒厂的上海牌12度上海啤酒,上海啤酒厂的天鹅牌普通上海啤酒,北京双合盛五星啤酒厂的五星牌特制五星啤酒,沈阳啤酒厂的红梅牌雪花啤酒等。
啤酒的典型特征表现在多方面。在色泽方面,大致分为淡色、浓色和黑色3种,不管色泽深浅,均应清亮、透明无浑浊现象;注入杯中时形成泡沫,应洁白、细腻、持久、挂杯;有独特的酒花香味和苦味,淡色啤酒较明显,且酒体爽而不淡,柔和适口,而浓色啤酒苦味较轻,具有浓郁的麦芽香味,酒体较醇厚;含有饱和溶解的CO2,有利于啤酒的起泡性,饮用后有一种舒适的刺激感觉;应长时间保持其光洁的透明度,在规定的保存期内,不应有明显的悬浮物。
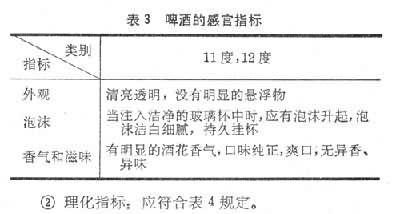
啤酒质量标准各国不尽相同,中国的啤酒质量标准如下:中华人民共和国国家标准(11度、12度优级淡色啤酒,GB 4927-85)适用于以麦芽为主要原料,加酒花经酵母发酵酿制而成的、含有CO2的、起泡的、低酒精度的优级淡色啤酒。
(1)感官指标:应符合表3规定。
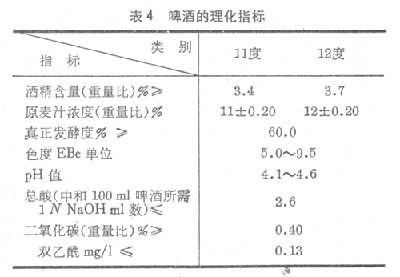
(2)理化指标:应符合表4规定。
(3)保存期:11度、12度的啤酒,保存期≥120天。
啤酒的质量问题主要有以下3个问题。
(1)非生物稳定性:指不是由于微生物污染而产生浑浊沉淀现象的可能性。啤酒是一种稳定性不强的胶体溶液,在保存过程中易产生浑浊沉淀现象,最常见的啤酒非生物浑浊是所谓蛋白质浑浊。
(2)风味异常:由于原料、生产工艺、酵母、生产过程中的微生物管理等问题,可引起啤酒的风味异常。主要表现为:口味粗涩,苦味不正,有氧化味、双乙酰味、酵母味或霉味等。
(3)喷涌现象:啤酒在启盖后发生不正常的窜沫现象。严重时会窜出流失多半瓶啤酒,其主要原因为原料大麦在收获时受潮感染上霉菌等。
啤酒的饮用啤酒经火车、汽车运输颠簸后,不可立即饮用,须经2天左右的静置,以消除可能引起喷涌的物理因素。啤酒不可受到阳光直接照射,应存放在阴凉处,贮存温度以7~9℃为宜,低于或高于此温度有损于啤酒的香气和口味。啤酒的饮用温度很重要,在适宜的温度下饮用,啤酒中的很多成分可以互相协调平衡,给人一种清凉、舒适的感觉。啤酒的适宜饮用温度为12℃左右。
参考文章- 啤酒生产废水处理技术废水治理
- 啤酒工业清洁生产技术需求探析废水治理
- 啤酒工业废水处理与利用技术研究进展废水治理
- 喝啤酒要适量常识
- 奶牛饲喂啤酒糟五注意牛
- 啤酒大麦优质生产八因素粮食作物
- 啤酒废水处理工程技术方案废水治理
- 五种啤酒废水处理工艺及浅析废水治理
- 啤酒厂废水COD测定中几个应注意的问题废水治理
- UASB-CASS工艺处理啤酒废水工程设计废水治理
相关推荐:子晴名字的含义
啤酒百科介绍