您现在的位置是:论文诗词网 > 成语词典 > 动植物百科 >
塑料加工
2021-08-19 20:31动植物百科 人已围观
简介[拼音]:suliao jiagong [外文]:plastics processing 将塑料制成有实用价值的半制品或制品的工艺过程。通常包括塑料的一次加工和二次加工。早期的塑料加工多采用橡胶、金属及木材加工中所...
[拼音]:suliao jiagong
[外文]:plastics processing
将塑料制成有实用价值的半制品或制品的工艺过程。通常包括塑料的一次加工和二次加工。早期的塑料加工多采用橡胶、金属及木材加工中所使用的方法和设备。例如,1800年以前意大利人造通心面的挤出法,1872年被移植于赛璐珞棒材和片材生产中。自20世纪30年代塑料生产和应用日益发展以来,陆续开发了专门适用于塑料的加工方法和设备。1935年,德国的P.特罗斯特制成第一台热塑性塑料专用挤塑机。40年代初,聚氯乙烯糊加工迅速发展,导致许多新加工方法和产品的出现,例如生产各种涂布织物(如人造革)的涂布工艺,生产空心制品的滚塑和搪塑工艺等。60年代以来,塑料加工工艺和设备又有很大发展。70年代初兴起的反应注塑标志着树脂合成和塑料加工趋于一体化。
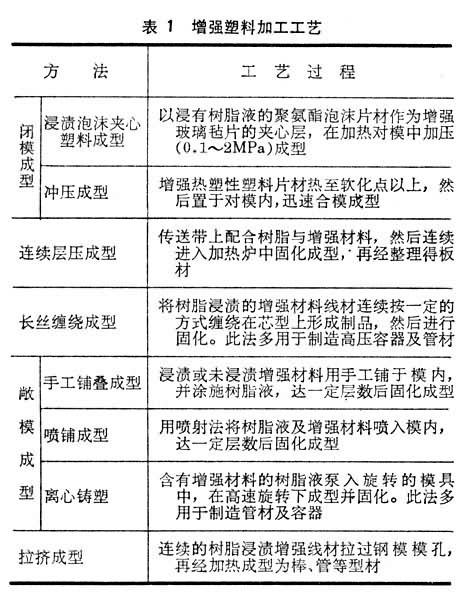
塑料一次加工又称塑料成型。包括由各种形式的塑料配混料制成不同形状和尺寸的半制品或制品的加工工艺过程。常见的加工方法有压塑、传塑、注塑、挤塑、吹塑、压延等20~30种,还有多用于粉料或糊料加工的涂布、滚塑、搪塑、铸塑等(见增塑糊加工)。增强塑料除可用压塑、传塑和注塑等方法加工外,还有其专用加工方法(表1)。
 压塑
压塑
又称模压。是塑料加工中最老的工艺方法之一,现仍广泛采用。一定量的预热粉料、粒料或预成型坯料置于开启的模腔内,盖上阳模,并在加热和施压条件下使塑料固化成型,然后从模腔中顶出制品。此法多用于酚醛、尿醛、环氧塑料等热固性塑料的加工。
传塑主要用于热固性塑料的加工。预热粉料或粒料置于闭合模具顶部的加料腔中。加料腔的面积一般较全部模腔和流道的投影面积大15%。塑料在加料腔内受热熔融后,在压机施压下借传压模塞被挤入闭合的模腔中,固化后,脱模即得制品。
注塑约有25%以上的热塑性塑料使用此法加工。粒料或粉料从料斗中加入注塑机的加热料筒内,熔融并由往复式螺杆或柱塞迅速在高压下使其通过喷嘴注入闭合的模具内,然后,在模具内冷却、固化定型成为制品。此法产率较高,能加工精密制品,但设备及模具投资较大。在此基础上,又开发了共注塑法(又称夹芯注塑法),可制造多色、多层或夹芯发泡塑料制品。
挤塑约有60%以上的热塑性塑料使用此法加工,是塑料加工的重要方法之一。产品多为膜、板、片、管、单丝、异型材、线材等。挤塑是用阿基米德螺杆将粉料或粒料经过挤塑机筒传输至挤塑模头,物料在机筒中经压实、混合,并因螺杆剪切作用产生的摩擦热以及从机筒壁传来的外加热量而熔融,熔融料通过模头成型,离模后再经冷却、定型即得制品。在此基础上,开发了共挤塑工艺,可制造多层、多色制品。
吹塑生产各种塑料中空制品的方法之一。制品规格可从直径 10mm的小球以至容量为2000l的容器。此法是将用注塑机或挤塑机预制的管状型坯置于两阴模构成的吹塑模具之间,闭模后,吹入冷空气使其吹胀成型,冷却后即可取出制品。根据型坯制造方法,吹塑可分为注坯吹塑和挤坯吹塑。在这两种方法中引入双轴向拉伸工艺原理,即可演变为注坯拉伸吹塑和挤坯拉伸吹塑两类。以共挤出或共注塑工艺为基础,开发了多层或多色吹塑。
压延将加热塑化的塑料通过一系列(通常为3~4个)压辊压成片材或薄膜的方法。多用于生产聚氯乙烯片材、薄膜和人造革。压延制品的厚度决定于压辊间的辊隙,通常为0.05~1.2mm。ABS塑料、离子聚合物、经润滑的聚乙烯和聚丙烯以及橡胶改性的聚苯乙烯等塑料,也可用此法加工。
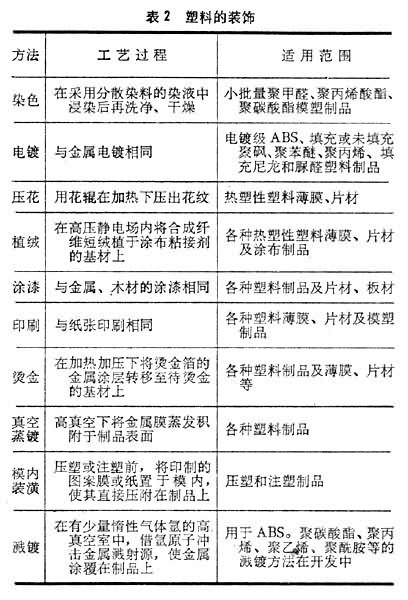
塑料二次加工又称塑料再加工。包括塑料半制品或制品的再制、组装以及装饰等工艺过程。主要工艺方法有热成型、复合、粘接、焊接和热合、机械加工以及各种方式的装饰(表2)。
 热成型
热成型
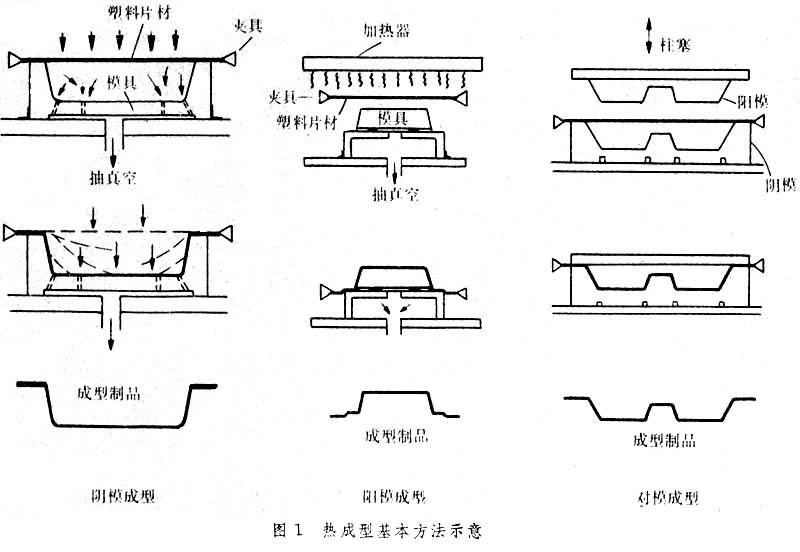
各种热塑性塑料片材成型的工艺过程,如真空成型、压力成型、对模成型以及上述方法的组合的总称。所有这些成型技术,都需用预制热塑性塑料片材。片材经夹持、加热并在模具中或模具上成型。用此法制成的制品,通常经清除边料后即可使用。但如小艇部件、飞机部件等大型热成型制品以及产品陈列盘等较小的制品,还可进行涂漆、印刷、粘接、焊接等再加工。热成型的基本方法有无模成型、基础阴模成型、基础阳模成型和基础对模成型(图1 )。从这些基本方法可演化成许多变异方法。 ABS塑料、聚碳酸酯、聚甲基丙烯酸甲酯、醋酸纤维素、聚乙烯、聚丙烯、聚苯乙烯、聚酯和硬聚氯乙烯等塑料的片材,都可用热成型法加工。属于热成型一类的固相压力成型法适用于聚丙烯片材,因为此法能生产具有高强度、高韧度及高透明度的双轴取向包装容器,70年代以来颇受重视。固相压力成型法将聚丙烯加热恰至其结晶熔点以下,然后进行对模压力成型。
热成型法生产效率高,设备与模具投资较少,产品应用面广,所以20世纪70年代以来发展较快。特别是实现了从粒料至热成型制品的连续化生产后,此法转化为塑料的一次加工法,能和注塑法相竞争。
复合主要应用于薄膜或片材的再加工。其目的是在薄膜或片材表面覆以彩饰膜层,或在印花膜表面覆以保护层,或使不同物理性能的两种或多种薄膜结合,以满足特定的应用要求。基本方法有:
(1)熔融法,使用热和压力将两层或多层薄膜熔合为一体。
(2)湿法,涂布湿态粘合剂,然后除去溶剂并在压力下复合成一体。
(3)热活化法,将预涂粘合层活化并在压力下与另一薄膜复合。聚氨酯泡沫片材与织物复合时使用的火焰复合法,也属于熔融复合法的一种。
粘接是最有效而经济的塑料制件组装工艺方法之一。此法借助于适宜的粘合剂将各塑料部件接合构成一完整的塑料制品。其主要优点有:粘合剂分布于全接合面,因而不致产生应力集中;粘合剂可用于塑料与其他材料的组装。良好的粘接效果取决于粘合剂的选择,但也应考虑接头形式的设计、粘接面的预处理和粘接工艺条件控制。
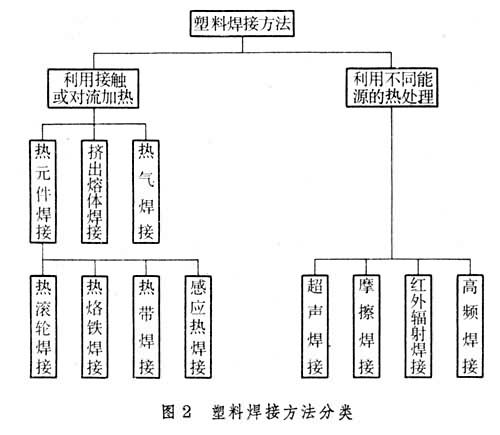
焊接借助于热的作用,使两塑料部件的表面同时熔融并在压力下使其成为一体的工艺过程。焊接时可用或不用塑料焊条。按加热方式和热源,焊接方法分多种(图2 )。大多数热塑性塑料都可进行焊接。化学工业用槽、罐、塔等装置和建筑物的门、窗的制造以及管道的连接,都可采用此法。
 热合
热合
利用外热、内热和压力将多层塑料薄膜在指定部位焊合成一体的工艺过程。其基本方法有用热模或热滚轮加热的恒热热合、用电阻元件加热的热脉冲热合、借助于高频感应加热的介电热合(或高频热合)和借助于超声震荡加热的超声波热合。
- 参考书目
- Irvin I.Rubin, Injection Molding Theory and Practice, John Wiley & Sons, Inc., New York,1972.
- John Florian, Practical Thermoforming:Principles and Applications, Marcel Dekker, Inc., New York,1987.
- L.I.纳斯主编,王伯英、王庆祥、黄锐、曾邦禄、韩宝仁等合译:《聚氯乙烯大全》,化学工业出版社,北京,1987。(Leonard I. Nass, Encyclopedia of PVC,Marcel Dekker,Inc.,New York,1976.)
- 塑料加工机械快速清洗剂废水治理
相关推荐:“重实干、强执行
塑料加工百科介绍